|
 |
 |
|
|
|
|
|
Informazioni
© 2002 - 2014 - Tutti i diritti sono riservati, è vietato copiare senza autorizzazione queste pagine. |
Il Lambic tradizionale
Ulteriori info sul sito di Riccardo Corbo --> http://isour.jimdo.com Introduzione Il lambic tradizionale viene prodotto in Belgio, più precisamente nella ristretta zona attraversata dal fiume Zenne denominata Pajottenland, che si estende per un raggio di 20 - 30 km a sud-ovest di Bruxelles. Il peculiare processo produttivo, che sarà in seguito descritto, richiede almeno tre anni per ottenere una gueuze (lambic rifermentato in bottiglia) autentica: il prodotto finito è caratterizzato da un'acidità avvertibile, un aroma intensamente fruttato ed un gusto secco per la quantità minima di zuccheri residui.
La produzione annua di lambic si aggira sui 400.000 hl, tuttavia, di questi, solo 5000 hl sono prodotti tradizionali, mentre il resto è costituito da prodotti non tradizionali, ottenuti senza rispettare i tempi di maturazione, addizionati di normale birra ad alta fermentazione, filtrati, addolciti e pastorizzati. A produrli sono birrerie medio-grandi, alcune delle quali sono divenute marchi di multinazionali della birra.
"Le nozze dei Contadini" - Bruegel 1568 Legislazione
Legislazione nazionale belga Il Regio Decreto del 31 marzo 1993 stabilisce i seguenti requisiti del lambic:
Ad un tale prodotto spetta la denominazione di Gueuze o Gueuze-Lambic. Questa normativa tuttavia non specifica che il prodotto debba essere ottenuto al 100% da un mosto sottoposto ad inoculazione e fermentazione spontanea, quindi non tutela il prodotto tradizionale. La conseguenza è che molti prodotti etichettati "lambic" contengono una percentuale a volte rielvante di normale birra ad alta fermentazione.
Normativa Europea A livello europeo lambic e derivati hanno ottenuto il riconoscimento di prodotti ad Attestazione di specificità (AS) in base al regolamento (CEE) n. 2082/92 del Consiglio (GUCE* L 208 del 24/07/92 pag. 9). (*Gazzetta Ufficiale delle Comunità Europee). La Commissione istituisce ed gestisce un albo delle attestazioni di specificità, che consente "l'iscrizione di prodotti agricoli e alimentari la cui specificità sia stata riconosciuta a livello comunitario" (art. 3) ottenuti utilizzando "materie prime tradizionali" oppure che abbiano "una composizione tradizionale" o abbiano "subito un metodo di produzione e/o trasformazione del tipo tradizionale" (art. 4). L'organizzazione richiedente deve depositare un disciplinare. Le domande di registrazione, corredate di disciplinare, sono state pubblicate in GUCE C 21 del 21/01/97. L'organizzazione richiedente è la Confédération des Brasseries de Belgique (CBB). I nomi sono stati in seguito iscritti nell'albo delle attestazioni di specificità attraverso i regolamenti (CE): n. 2301/97 del 20/11/97 (GUCE n. L 319 del 21/11/97 pag. 8) per i nomi: FR: Vieille Kriek, Vieille Kriek-Lambic, Veille Framboise-Lambic, Vieux fruit-Lambic NL: Oude Kriek, Oude Kriekenlambiek, Oude Frambozenlambiek, Oude Fruit-lambiek FR: Vieille Gueuze, Vieille Gueuze-Lambic, Vieux Lambic NL: Oude Geuze, Oude Geuze-Lambiek, Oude Lambiek FR/NL: Faro n. 954/98 del 06/05/98 (GUCE n. L 133 del 07/05/98 pag. 10) per i nomi: FR: Kriek, Kriek-Lambic, Framboise-Lambic, Fruit-Lambic NL: Kriek, Kriekenlambiek, Frambozenlambiek, Vruchtenlambiek FR: Lambic, Gueuze-Lambic, Gueuze NL: Lambiek, Geuze-Lambiek, Geuze L'aggettivo "Vieille" o "Oude" identifica i prodotti rifermentati in bottiglia.
Disciplinare di Produzione (da GUCE C 21 del 21/01/97 pp 5-14)
Requisiti del disciplinare comuni a tutti i prodotti Metodo specifico di produzione o di lavorazione: birra acida la cui fermentazione spontanea avviene durante il processo di fabbricazione. Una birra a fermentazione spontanea si ottiene dalla fermentazione di mosto cotto in seguito ad inoculazione naturale dell'aria ambiente durante il raffreddamento. Carattere tradizionale: il carattere tradizionale delle birre Gueuze, Lambic, Gueuze - Lambic, Faro e prodotti alla frutta a base di Lambic, è descritto nella guida "La région du Lambic" di Thierry Delplancq (settembre 1995); che illustra dettagliatamente i vari prodotti, la loro etimologia, la loro origine e collocazione geografica.
Specificazioni di prodotto
Nome: FR: Lambic, Gueuze-Lambic, Gueuze NL: Lambiek, Geuze-Lambiek, Geuze Descrizione del prodotto Birra acida con profilo aromatico tipico di una maturazione in cui la componente microbica determinante è costituita dalle specie Brettanomyces bruxellensis e/o lambicus; è inoltre caratterizzata da una gradazione saccarometrica iniziale minima di 12,7° Plato, un pH massimo di 3.8, un indice di colore massimo di 25 EBC ed un indice di amaro massimo di 20 BU. La Gueuze o la Gueuze-Lambic deriva dalla miscela di Lambic in cui il componente più vecchio è stato maturato in barili di legno per almeno tre anni.
Nome: FR: Gueuze Vieille, Gueuze-Lambic Vieille, Lambic Vieux NL: Oude Geuze, Oude Geuze-Lambiek, Oude Lambiek Descrizione del prodotto Birra acida con profilo aromatico tipico di una maturazione in cui la componente microbica determinante è costituita dalle specie Brettanomyces bruxellensis e/o lambicus; è inoltre caratterizzata da una gradazione saccarometrica iniziale minima di 12,7° Plato, un pH massimo di 3.8, un indice di colore massimo di 25 EBC ed un indice di amaro massimo di 20 BU. La "Vieille Gueuze" si ottiene tagliando lambic il cui invecchiamento medio ponderato è uguale o superiore ad un anno e la cui componente più vecchia è stata maturata in barili di legno per almeno tre anni. Inoltre, la miscela è rifermentata e condizionata sul sedimento, ha un massimo contenuto in acetato di isoamile di 0.5 ppm dopo sei mesi di maturazione in bottiglia, un minimo di etil acetato di 50 ppm, un'acidità volatile minima di 10 milli eq. NaOH ed un'acidità totale minima di 75 milli eq. NaOH.
Nome: FR: Kriek, Kriek-Lambic, Framboise-Lambic, Fruit-Lambic NL: Kriek, Kriekenlambiek, Frambozenlambiek, Vruchtenlambiek Descrizione del prodotto Birra acida con profilo aromatico tipico di una maturazione in cui la componente microbica determinante è costituita dalle specie Brettanomyces bruxellensis e/o lambicus; è inoltre caratterizzata da una gradazione saccarometrica iniziale minima di 12,7° Plato, un pH massimo di 3.8 ed un indice di amaro massimo di 20 BU. La Kriek si ottiene dal taglio di lambic il cui invecchiamento medio ponderato è superiore o uguale ad un anno e la cui componente più vecchia è maturata per almeno un anno in barili di legno. Per ottenere la Kriek a questa miscela si aggiungono ciliegie, succo di ciliegia tal quale o concentrato in quantità tale da costituire, in termini di peso equivalente di ciliegie, da un minimo del 10% ad un massimo del 25% del peso del prodotto finito. Lo stesso vale per gli altri prodotti alla frutta, eccetto quelli alla pesca, in cui la percentuale massima può arrivare ad un 30% in peso di pesche sul peso del prodotto finito.
Nome: FR: Vieille Kriek, Vieille Kriek-Lambic, Vieille Framboise-Lambic, Vieux Fruit-Lambic NL: Oude Kriek, Oude Kriekenlambiek, Oude Frambozenlambiek, Oude Fruitlambiek Descrizione del prodotto: Birra acida con profilo aromatico tipico di una maturazione in cui la componente microbica determinante è costituita dalle specie Brettanomyces bruxellensis e/o lambicus; è inoltre caratterizzata da una gradazione saccarometrica iniziale minima di 12,7° Plato, un pH massimo di 3.8 ed un indice di amaro massimo di 20 BU. La "Vieille Kriek" si ottiene tagliando lambic il cui invecchiamento medio ponderato è uguale o superiore ad un anno e la cui componente più vecchia è stata maturata in barili di legno per almeno un anno. Inoltre, la miscela è rifermentata e condizionata sul sedimento, ha un massimo contenuto in acetato di isoamile di 0.5 ppm dopo sei mesi di maturazione in bottiglia, un minimo di etil acetato di 50 ppm, un'acidità volatile minima di 10 milli eq. NaOH ed un'acidità totale minima di 75 milli eq. NaOH. L'aggiunta di frutta o derivati di frutta avviene nelle modalità viste per il prodotto precedente.
Nome: FR/NL: Faro Descrizione del prodotto Birra acida con profilo aromatico tipico di una maturazione in cui la componente microbica determinante è costituita dalle specie Brettanomyces bruxellensis e/o lambicus; è inoltre caratterizzata da una gradazione saccarometrica iniziale minima di 8° Plato, un pH massimo di 3.8, un indice di colore massimo di 30 EBC ed un indice di amaro massimo di 20 BU. Inoltre viene addolcita con zucchero candito. La Faro è ottenuta tagliando birre marzoline (birra ottenuta con lo stesso metodo del Lambic ma avento un OG minimo di 6° Plato) e lambic, la cui componente più vecchia è maturata per almeno tre anni in barili di legno.
Parametri chimico-fisici dei prodotti tradizionali
Tabella 1 - Intervalli di variazione dei più importanti parametri (adattato da Guinard J.X., 1990).
Tabella 2 - Parametri analitici di tre Gueuze tradizionali e confronto con i dati riferiti alle birre Ale (Mussche).
La Produzione
Le materie prime
Malto d'orzo Il malto d'orzo impiegato nella produzione del lambic è di colore chiaro e possiede un alto potere enzimatico, caratteristiche che lo classificano come malto pilsner. L'alto potere enzimatico è necessario in quanto nella composizione dei grani figura un'alta percentuale di frumento non maltato che "diluisce" il pool di enzimi apportati dal malto.
Frumento
Viene utilizzato frumento tenero (Triticum aestivum) di preferenza bianco perchè più tenero rispetto al rosso. Se confrontato con l'orzo, il frumento evidenzia un contenuto maggiore in amido e proteine e minore in fibra (in quanto ha una cariosside nuda) e lipidi. Nella tabella seguente (Lorenz et al 1991) figurano i dati compositivi, da ritenersi indicativi, del seme intero di frumento (con il 14% di umidità):
* con altri carboidrati.
Luppolo
Tradizionalmente proveniva dalle zone di Alost e Poperinge in Belgio. Oggi, data la ristrettezza della superficie coltivata a luppolo in Belgio (570 ettari circa contro i più di 4000 del 1880), gran parte del luppolo proviene dalla regione del Kent in Inghilterra. Si utilizza luppolo invecchiato che ha perso quasi completamente il potere amaricante e le proprietà aromatiche: infatti nella produzione del lambic non è ricercato né l'aroma nè l'amaro conferiti dal luppolo. Ma allora perché viene aggiunto? Perché così vuole la tradizione, si potrebbe rispondere. Tuttavia, alla base dei processi produttivi tradizionali vi sono quasi sempre delle motivazioni tecnologiche. L'aggiunta del luppolo ha infatti due importanti funzioni:
Durante l'invecchiamento del luppolo avvengono dei processi degradativi di natura ossidativa a carico degli a -acidi (Umuloni) che portano alla perdita del potere amaricante ed alla formazione di una serie di composti come gli acidi valerico, butirrico e 2-metil-butirrico, responsabili del tipico e poco piacevole aroma di formaggio del luppolo "stagionato". Anche i b-acidi (Lupuloni) subiscono ossidazione: i prodotti sono composti più solubili dotati di potere amaricante, gli Uluponi; tuttavia essi conferiscono un amaro poco gradevole che viene descritto come "aspro". Si verifica poi l'ossidazione dei composti responsabili dell'aroma del luppolo come i terpeni (umulene, mircene, farnesene e cariofillene); i prodotti che ne derivano hanno caratteristiche sensoriali che ricordano il fieno o la salvia, riassunte talvolta con il termine erbaceo. E' inoltre intuibile che nel tempo avvenga la volatilizzazione, e quindi la perdita, di gran parte dei composti volatili che costituiscono la frazione degli olii essenziali del luppolo. Fortunatamente in seguito all'invecchiamento le proprietà antisettiche non vengono perse.
Acqua Alcuni centri di produzione di birra, ad esempio Burton-on-Trent e Plzeñ, sono famosi per la particolare composizione dell'acqua che contribuisce marcatamente alle caratteristiche delle birre che lì si producono. Nella produzione del lambic l'acqua non ha un simile impatto sul prodotto finito, tuttavia può essere interessante conoscere la composizione dell'acqua a Bruxelles (dal Brewing Research Department dell'Università di Louvain):
I valori sono espressi in mg/L. Notando l'elevato contenuto in carbonati, è da ritenere che le birrerie che usano quest'acqua applichino un trattamento di decarbonazione.
La Produzione del Mosto
La macinazione del cereale La procedura di macinazione è condotta secondo modalità diverse per il frumento e per il malto d'orzo. Il chicco di malto d'orzo è provvisto di scorze ed ha una consistenza friabile in conseguenza della degradazione delle pareti cellulari verificatasi durante la maltazione; la cariosside di frumento, invece, è priva di scorze ed inoltre è molto dura in quanto le pareti cellulari sono integre. Di conseguenza il malto d'orzo deve essere macinato in modo da mantenere intatte le scorze (utili per la fase di filtrazione) e a questo scopo è sufficiente una compressione del chicco. Per il frumento, invece, è necessaria una macinazione piuttosto fine, che quindi assicuri un'adeguata demolizione delle pareti cellulari, in modo da rendere l'amido accessibile all'acqua per la gelatinizzazione, che per l'amido di frumento si ha a 58-64 °C, e agli enzimi amilolitici. I mulini usati nelle piccole birrerie sono del tipo a due o a quattro cilindri (due superiori scanalati e due inferiori lisci) con la possibilità di regolare la distanza tra i rulli in funzione della macinazione del frumento (1 mm) o del malto (1,5 mm). Solitamente prima viene macinato il frumento e poi il malto.
L'ammostamento Nella composizione del macinato figura un 35-40% di frumento ed un 65-70% di malto d'orzo. L'ammostamento avviene in un tino di miscela che è dotato di un fondo filtrante a fessure e di agitatore a rastrelli rotanti. Dalla tramoggia il macinato viene immesso nel tino di miscela grazie ad un premiscelatore, solitamente meccanico "steel", un dispositivo in cui il macinato viene idratato con acqua e spinto verso il tino da una vite di Archimede. La particolare tecnica di ammostamento, chiamata ammostamento "torbido", prevede soste a diverse temperature, ed il riscaldamento è ottenuto dall'aggiunta di acqua bollente e per decozione di porzioni di miscela. Verso la fine dell'ammostamento, quando tutta l'acqua è stata aggiunta, il rapporto acqua:macinato raggiunge valori in peso di 8-9:1. L'obiettivo del birraio è ottenere un mosto ricco di amido non idrolizzato, destrine ed amminoacidi, cioè un substrato ideale allo sviluppo dei diversi microrganismi impegnati nella lunga fermentazione. Al termine dell'ammostamento, comincia l'estrazione attraverso il letto filtrante ed il primo mosto è ricircolato per la chiarificazione. Il risciacquo delle trebbie è effettuato con acqua alla temperatura di 85-95°C, molto più elevata di quella usata per le altre birre, cioè 74-76°C. Come conseguenza, una temperatura di risciacquo così alta favorisce l'ulteriore solubilizzazione dell'amido e delle destrine rimaste nelle trebbie e comporta una estrazione di tannini (dalle scorze del malto) che precipiteranno in gran parte durante la lunga fermentazione. L'operazione di risciacquo è effettuata con un diffusore rotante a tubo forato a forma di croce, che permette di distribuire l'acqua sulla superficie del tino in modo uniforme senza disturbare le trebbie. Lo schema di ammostamento "torbido" impiegato alla Brasserie Cantillon (Sharp M. 1995). (documento Word: per vederlo correttamente visualizzate in layout di pagina).
La bollitura
Ha luogo nella caldaia di cottura in rame, dotata di agitatore ad elica e riscaldata da vapore circolante in serpentine interne. La dose di luppolo impiegata è piuttosto alta, e varia da 300 a 650 g/hL, a seconda della birreria. L'elevato rapporto acqua:macinato impone una lunga bollitura, necessaria ad allontanare grandi volumi d'acqua. Essa infatti si protrae da un minimo di 3 ore e 1/2 fino ad un massimo di 6, fino a raggiungere una riduzione del volume iniziale del 25-30%. Al termine, il luppolo viene allontanato attraverso un filtro (bac à houblon) costituito da un tino quadrato di 1,2 m di lato, dotato di un sistema di piastre di rame finemente forate.
Il raffreddamento e l'inoculazione spontanea Il raffreddamento è un'operazione fondamentale e peculiare della produzione del lambic: durante questa fase ha luogo l'inoculazione da parte dei microrganismi che popolano gli ambienti della birreria. Il mosto viene pompato nel tino di raffreddamento (bac refroidissoir), che ha la caratteristica di essere di forma quadrata, molto largo e poco profondo (30 cm), in modo da offrire un'ampia superficie di contatto con l'aria. E' situato nella parte più alta della birreria, il sottotetto, dove la ventilazione è assicurata da feritoie sul tetto ed aperture laterali. Nelle moderne birrerie, complessi sistemi di ventilatori indirizzano il flusso d'aria sulla superficie del mosto. Il mosto trascorre la notte nel tino di raffreddamento; l'indomani, quando ha raggiunto una temperatura di 18-20°, viene pompato in un tino dove viene miscelato per ottenere un liquido omogeneo e per distribuire i microrganismi in tutto il volume. Poi avviene il riempimento delle botti. Tradizionalmente il lambic si produce da ottobre a maggio per evitare le alte temperature estive che ostacolerebbero il raffreddamento e favorirebbero le infezioni.
Aspetti microbiologici della fermentazione del lambic
La fermentazione del lambic è caratterizzata dalla crescita di varie specie di lieviti e batteri; possiamo riconoscere 5 distinte fasi: Fase delle Enterobacteriaceae Durante e dopo la fase di raffreddamento si osserva uno sviluppo notevole di enterobatteri. Le specie più frequentemente riscontrate sono Enterobacter cloacae e Klebsiella aerogenes. Le altre specie sono Escherichia coli, Hafnia alvei, Enterobacter aerogenes e Citrobacter freundii. La conta totale può essere superiore a 108 UFC (unità formanti colonia) per mL dopo pochi giorni. In questo periodo sono presenti in basso numero batteri lattici ed acetici; facilmente riscontrabili sono i lieviti non fermentanti il maltosio, quali Kloeckera apiculata, Saccharomyces globosus e S. dairensis. A causa della loro attività metabolica, essi scompaiono dopo circa un mese per il consumo di tutto il glucosio disponibile nel mosto. Scompaiono anche le enterobacteriaceae per effetto dell'abbassamento del pH.
Fase dei Saccharomyces A circa 1 mese la popolazione microbica è costituita da lieviti Saccharomyces: cerevisiae, bayanus, uvarum e inusitatus. Essi sono responsabili della fermentazione alcolica principale.
Fase dell'acidificazione Dopo circa 4 mesi sono in aumento i batteri lattici: la maggior parte appartiene al genere Pediococcus, batteri lattici omofermentanti che producono acido lattico. Tuttavia in alcuni casi (alcune birrerie, botti molto voluminose) sono attive anche specie del genere Lactobacillus. A causa delle attività metaboliche avvenute in precedenza, dell'esaurimento degli zuccheri assimilabili, dell'acidificazione, scompaiono i Saccharomyces e la popolazione dei lieviti è rappresentata dal genere Brettanomyces. Quasi tutte le specie di Brettanomyces sono rappresentate nel lambic; le più frequenti sono B. bruxellensis e lambicus, seguono B. custersii, anomalus e intermedius.
Fase della maturazione Dopo circa 10 mesi diminuiscono i batteri lattici e molto dopo anche i lieviti Brettanomyces si riducono. Continua l'attenuazione del mosto. Nel corso delle ultime tre fasi sono sempre presenti batteri acetici che, specialmente nei mesi più caldi, possono essere molto numerosi.
Fase della rifermentazione in bottiglia Al momento dell'imbottigliamento sono presenti molti lieviti formanti film, sebbene in numero limitato: Candida, Torulopsis, Hansenula, Pichia e Criptococcus. Questi lieviti non si moltiplicano e scompaiono dopo 10 mesi. Probabilmente essi derivano dallo spesso film di lieviti che si sviluppa nei barili durante la lunga fermentazione. I lieviti Brettanomyces invece subiscono un aumento da circa102 a 105 UFC per ml ed i batteri lattici da circa 102 a 106 UFC per ml. Dopo 14 mesi in bottiglia sono riscontrabili prevalentemente batteri lattici.
Aspetti metabolici della fermentazione del lambic
Fase delle Enterobacteriaceae
In questa fase si realizza: un'attenuazione del 15%, una diminuzione di una unità di pH, la produzione di piccole quantità di etanolo, acido acetico e lattico, la produzione di 1 g/L di butandiolo e DMS fino a livelli di 500 ppb. In questo periodo può essere rilevato un quantitativo di acido formico attorno a 250 ppm.
Fase dei Saccharomyces
Vede la produzione della maggior parte dell'etanolo, assieme ad alcoli superiori ed esteri. Il contenuto in DMS è ridotto. Inoltre è stato rilevato che anche ceppi di Saccharomyces possono produrre acido formico.
Fase dell'acidificazione Questa fase è caratterizzata dal forte aumento di acido lattico (si raggiungono concentrazioni di 5-6 g/L) e di lattato di etile e dal lento aumento di acido acetico e di acetato di etile. I livelli di diacetile aumentano fino a superare i 200 ppb. Il pH si abbassa sotto il valore di 4 e l'attenuazione procede lentamente. Rimangono presenti gli acidi caproico, caprilico e caprico, formati nella fase precedente, tuttavia gli esteri caprilato di etile e caprato di etile tendono ad apparire dopo 4 mesi. In questa fase una esterasi legata alla cellula (che si trova in tutti i ceppi di Brettanomyces) può essere responsabile della sintesi di etil-lattato ed ulteriore etil-acetato fino alle concentrazioni di equilibrio; inoltre questa stessa esterasi può idrolizzare l'acetato di isoamile, estere prodotto dai Saccharomyces, abbassandone la concentrazione fino all'equilibrio. I Brettanomyces sono capaci di produrre ulteriore acido acetico ed inoltre possono essere responsabili della comparsa dell'acido isobutirrico. Durante la fase di acidificazione alcuni ceppi di Pediococcus possono produrre muco costituito da un complesso eteropolisaccaride; questa sostanza, responsabile della consistenza oleosa del mosto, è idrolizzata successivamente dai Brettanomyces.
Fase della maturazione
In questa fase si ha una ulteriore attenuazione e la scomparsa delle destrine ad alto peso molecolare. Il DMS ed il diacetile diminuiscono rispettivamente a circa 100 ppb e 80 ppb.
Fase della rifermentazione in bottiglia Tradizionalmente la rifermentazione in bottiglia richiede il taglio di lambic giovani con lambic invecchiati, principalmente per ricostituire la frazione destrinica da cui, dopo 6 mesi, si ottiene una quantità di CO2 pari a 6 g per litro.
Caratteristiche dei principali microrganismi
Enterobacteriaceae In base ai diversi prodotti finali del metabolismo del glucosio possiamo dividere le Enterobacteriaceae in due sottogruppi: gruppo a fermentazione acida mista e gruppo a fermentazione butandiolica. Nella fermentazione acida mista si ottengono come prodotti finali acido lattico, acetico e succinico, acido formico (o CO2 e H2) ed etanolo. Le quantità dei prodotti finali variano in funzione della specie e delle condizioni considerate. Nella fermentazione butandiolica come principali prodotti troviamo il 2,3 butandiolo e l'acetoino, mentre la quantità di acidi è inferiore rispetto alla fermentazione acida mista; inoltre la produzione di 2,3 butandiolo è accompagnata da un aumento della formazione di etanolo e di CO2. In primo gruppo di batteri di interesse per la fermentazione del lambic, rappresentato dai generi Enterobacter, Klebsiella e Hafnia, fermenta i carboidrati seguendo la via butandiolica; l'esponente più attivo è Enterobacter aerogenes. Un secondo gruppo è rappresentato da Escherichia coli, batteri A-D e Citrobacter freundii, che fermentano i carboidrati attraverso la via acida mista; questi batteri non producono 2,3 butandiolo o acetoino. E' da notare come le Enterobacteriaceae (ma solo le specie a fermentazione butandiolica) siano in grado di produrre 4 alcoli superiori [propanolo, isobutanolo, alcol D-amilico e alcol isoamilico con prevalenza degli ultimi due (a 5 atomi di carbonio)]; inoltre, tranne E. coli e batteri A-D, gli altri enterobatteri generano acetato di etile, uno degli esteri caratteristici del lambic. E' chiaro quindi che i principali composti del gusto e dell'aroma del lambic giovane sono proprio di origine enterobatterica. Tenendo conto che le specie che non producono butandiolo costituiscono circa il 14 - 19% della popolazione microbica presente durante questa fase e che le specie a fermentazione butandiolica generano anche gli acidi, si può concludere che la fase delle Enterobacteriaceae è dominata dalle specie butandioliche: il genere Enterobacter (cloacae e aerogenes)(*) rappresenta più del 50% della popolazione; secondi per importanza sono Klebsiella aerogenes (*)e Hafnia alvei (*). E' interessante notare che queste quattro specie (*) sono responsabili della produzione dei 4 alcoli superiori e dell'acetato di etile.
Pediococcus spp
A questi batteri si deve l'alta concentrazione di acido lattico (3-6 g/L) presente nel lambic. Sono batteri lattici omofermentanti cioè il prodotto finale del metabolismo del glucosio è prevalentemente l'acido lattico; come prodotti secondari si hanno piccole quantità di diacetile ed acetoino. Questi batteri sono resistenti ai principi antisettici del luppolo. La temperatura ottimale per la loro crescita è intorno a 25°C, il che spiega il massimo di popolazione osservato nel lambic dopo 7-8 mesi di fermentazione, in coincidenza cioè con i mesi estivi, quando nelle cantine la temperatura supera i 20°C; questo picco si verifica anche durante il secondo anno di fermentazione. Come già detto, alcuni ceppi possono produrre un complesso polisaccaridico che causa un cambiamento sia nella consistenza che nell'aspetto del lambic che diviene viscoso e traslucido. Fortunatamente il polisaccaride sarà idrolizzato dai Brettanomyces nei mesi successivi. I Pediococcus hanno la capacità di utilizzare le destrine, tuttavia l'azione destrinasica più rilevante è dovuta ai Brettanomyces.
Brettanomyces spp
Le caratteristiche metaboliche più importanti di questi lieviti sono:
* L : lambic di 1 anno di età. SL : mosto prefermentato con S. cerevisiae
Vediamo in dettaglio gli ultimi 2 punti: Attività esterasica. Gli esteri costituiscono una delle più importanti classi di composti aromatici delle bevande alcoliche; sono composti organici derivanti dalla reazione di condensazione di un alcol ed un acido. Sebbene la fermentazione del lambic sia un processo molto lungo, non sembra che l'esterificazione chimica abbia un'importante ruolo nella formazione di esteri. I veri protagonisti sono i Brettanomyces. Infatti tutti le specie di B. hanno legata alla cellula un'esterasi, enzima capace di sintetizzare o di scindere gli esteri fino ad una concentrazione di equilibrio: quindi, come abbiamo già visto, le reazioni più significative sono l'idrolisi dell'acetato di isoamile prodotto dai lieviti Saccharomyces nella fermentazione principale, fino a portarne la concentrazione a livelli bassissimi, e la sintesi di alti livelli di etil-lattato (fruttato) ed etil-acetato (acetico). Secondariamente si ha la sintesi di 2-feniletil-acetato (miele, rosa), etil-caprato, etil-caproato ed etil-caprilato (tutti e 3: vinoso, fruttato). Privi dell'attività esterasica descritta sono i lieviti dei generi Saccharomyces e Kloeckera. Aroma caratteristico. Oltre agli esteri, i Brettanomyces sintetizzano altre 2 classi di composti di importanza per l'aroma tipico del lambic:
I Contenitori in Legno per la Fermentazione e la Maturazione
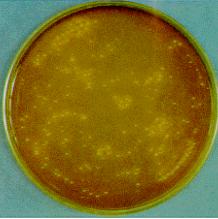
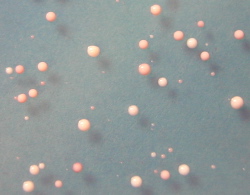
Si tratta di botti di legno usate provenienti dalle regioni di Porto, Sherry, Madeira e Cognac. Vengono classificati in base alla capacità: tonneau di 250 L, pipe di 650 L e foudre di 3000 L, e sono realizzati in legno di rovere o castagno. Essendo stati usati per molti anni nell'invecchiamento di vini o distillati, hanno ceduto ad essi gran parte delle sostanze estraibili e quindi possono ospitare la fermentazione del lambic senza interferire in modo marcato sul gusto e sul colore. Tuttavia la permanenza del lambic in questi fusti per lungo tempo, anche 3 anni, fa in modo che vi sia comunque un'estrazione significativa di sostanze come i composti polifenolici, (tannini) che contribuiscono all'astringenza ed al colore ambrato di questi lambic, e derivati della degradazione della lignina, polimero molto grosso e quindi insolubile, che rappresenta il 30% del legno. Dalla degradazione della lignina si liberano i monomeri che la compongono: sono delle aldeidi che in seguito ad ossidazione danno origine ad acidi fenolici, responsabili dell'aroma "legnoso"; una di queste aldeidi è la vanillina, che conferisce la nota di vaniglia a volte percepita in alcuni lambic invecchiati in legno. Il legno, grazie alla sua struttura porosa, è colonizzato a fondo da lieviti e batteri. Le due fotografie qui sotto, realizzate al microscopio elettronico a scansione, mostrano la colonizzazione avvenuta in cubetti di rovere di 2,5 cm di lato, prima sterilizzati in autoclave e poi sospesi per due mesi in sidro in fermentazione. E' evidente l'abilità dei microrganismi nel penetrare nel legno, specie se consideriamo che la foto 2 rappresenta la parte centrale di un cubetto. (foto di J. Liddil)
Manutenzione e pulizia Data la difficoltà nel reperirli, i fusti danneggiati, anche quando molto vecchi, non vengono sostituiti ma fatti riparare dai bottai, spesso dipendenti della birreria. I trattamenti di pulizia dei contenitori prevedono un primo intervento manuale di sfregatura sia all'esterno che all'interno eseguito con una speciale spazzola: così si rimuovono gran parte dei depositi compatti. In seguito si introducono nei fusti delle grosse catene metalliche o delle spazzole e, grazie ad una macchina, vengono fatti ruotare nelle tre dimensioni in modo che tutta la superficie interna venga sottoposta all'azione abrasiva; un flusso di acqua bollente accompagna il processo. La pulizia può essere completata con un getto di vapore. Queste operazioni di pulizia, pur facendo uso di acqua bollente e vapore, non portano alla sterilizzazione dei fusti; infatti, come abbiamo visto, la colonizzazione del legno da parte dei microrganismi è talmente efficace da rendere improbabile una loro completa distruzione con un simile trattamento. A questo proposito si pensi che nella produzione di vino, i fusti in legno in cui si sono insediati i lieviti Brettanomyces vengono bruciati proprio per l'impossibilità di rimediare all'infezione. Quindi, anche dopo la pulizia, i fusti contengono ancora una popolazione microbica vitale pronta ad entrare in azione. Dobbiamo pensare ad ogni contenitore di fermentazione come ad un micro-ambiente unico in cui la popolazione di lieviti e batteri presenta equilibri diversi rispetto a tutti gli altri fusti. Questo si traduce nella assoluta unicità del prodotto finale: infatti ben difficilmente il lambic di due botti, anche vicine, avrà le stesse caratteristiche, pur partendo dallo stesso mosto.
Le Cantine
La cantina è il luogo "sacro", sede della fermentazione e della maturazione del lambic. I contenitori vi trovano collocazione solitamente su due piani: alla base i pipes (650 L) poggianti su dei supporti a culla e sopra di essi i tonnes (250 L), oppure ancora pipes, tenuti fermi da blocchetti di legno. Ogni fusto riporta la data del riempimento con cifre e lettere indicanti l'anno. Un ruolo importante in questi ambienti è svolto dai ragni, la cui presenza è testimoniata dalle numerose ragnatele presenti un po' dappertutto. Infatti, il mosto che trabocca dai fusti durante i primi giorni di fermentazione attira molti insetti, i quali sono un veicolo per lieviti selvaggi che potrebbero contaminare il mosto. Questi lieviti aderiscono al corpo, alle zampe ed alle ali di api e moscerini della frutta. [A questo proposito, uno studio ha dimostrato che i lieviti sopravvivono nel sacco nettarino e nel tratto intestinale di insetti, in particolare delle api impollinatrici; inoltre parte della dieta di Drosophila è costituita da lieviti ed altri microrganismi]. Ecco quindi l'importanza dei ragni nel predare questi insetti ed evitare l'infezione del mosto: poetizzando possiamo definirli i "guardiani silenziosi" del lambic e per questo sono trattati con rispetto dai birrai. La temperatura delle cantine non è costante durante il corso dell'anno ma subisce delle fluttuazioni che riflettono l'andamento delle stagioni. Questo è molto importante in quanto, come già detto, l'innalzamento di temperatura che accompagna la bella stagione favorisce lo sviluppo ed il picco dei batteri lattici.
Le operazioni in fermentazione: Quando il mosto ha raggiunto i 15-20°C, si effettua il riempimento dei fusti. La fermentazione principale è accompagnata dalla produzione abbondante di schiuma bianca che trabocca dall'apertura del fusto cui non viene applicato il tappo; in pochi giorni la schiuma diventa di colore scuro e si indurisce formando un tappo naturale che protegge il mosto da ossidazione ed infezioni. Dopo qualche settimana l'apertura (10x15 cm) viene chiusa con l'apposito tappo. Grazie alla struttura porosa del legno, durante la fermentazione e la maturazione si ha perdita di acqua ed etanolo e si ha quindi una diminuzione del volume ed un'aumento dello spazio di testa nel fusto. Per prevenire l'ossidazione ed il possibile sviluppo di batteri acetici, è necessario effettuare il rabbocco con lambic della stessa cotta preso da un altro fusto. Una curiosità: alla brasserie Cantillon viene prodotto in piccola quantità un aceto di kriek ottenuto lasciando di proposito un fusto aperto in modo da favorire lo sviluppo dei batteri acetici.
I principali prodotti tradizionali a base di lambic
La Gueuze
La gueuze tradizionale si ottiene dalla rifermentazione in bottiglia di una miscela di lambic giovani, che apportano carboidrati fermentescibili, ed invecchiate, che contengono le destrinasi, prodotte dai microrganismi, necessarie all'idrolisi delle destrine. La procedura di miscelazione è una vera e propria arte: il birraio sceglie i componenti della miscela tenendo conto delle loro caratteristiche di gusto ed acidità al fine di ottenere un prodotto che, dopo la rifermentazione e la maturazione, abbia le caratteristiche desiderate. Le proporzioni di lambic di diversa età sono diverse da una birreria all'altra. Ecco alcune formule che ho trovato:
Questi rapporti sono comunque indicativi, in quanto dipendono dal grado di maturazione, cioè dall'attenuazione rispettiva di ogni componente e dall'attenuazione che ci si attende nel prodotto finale; infatti lo scopo di questa miscelazione è la ricostituzione della frazione destrinica da parte del componente giovane in modo da permettere la rifermentazione in bottiglia con produzione di CO2. Dopo la miscelazione avviene subito l'imbottigliamento cui segue la rifermentazione che dura circa 4-6 mesi. Il metodo è simile a quello usato per lo spumante italiano metodo classico. E' interessante notare che la gueuze tradizionale rifermentata contiene una quantità di amminoacidi essenziali quattro volte maggiore rispetto ad altre birre, probabilmente a causa dell'autolisi delle cellule di lieviti e batteri che si verifica durante la rifermentazione e la maturazione in bottiglia. Sulla rifermentazione in bottiglia è importante una riflessione del prof. Verachtert dell'Università Cattolica di Louvain: "è da notare come vi sia la tendenza sempre più diffusa ad includere una rifermentazione in bottiglia per birre ad alta fermentazione, probabilmente perché permette di migliorare la qualità ma anche perché dà al consumatore l'impressione di un prodotto "naturale" e "tradizionale". La gueuze forse rappresenta l'esempio più classico di birra rifermentata in bottiglia: ebbene è sorprendente notare che in un periodo in cui cresce l'interesse per la rifermentazione in bottiglia, molti produttori di gueuze scelgano di filtrare le loro birre. E' evidente che l'eccessiva semplificazione nella produzione di una birra tanto speciale può solo portare a tentativi di imitazione e la semplice aggiunta di acido lattico ad una birra ad alta fermentazione potrebbe essere sufficiente per chiamare una birra gueuze: questo sarebbe un ulteriore passo verso la tendenza a standardizzare gusti e profumi."
La Kriek
La Kriek tradizionale nasce dall'aggiunta di ciliegie acide intere al lambic. Le ciliegie tradizionalmente utilizzate appartengono alla varietà di Schaerbeek (paese ad est di Bruxelles), hanno frutto piccolo, nocciolo relativamente grande, gusto acido e polpa rosso intenso. Oggi sono coltivate praticamente nel solo Pajottenland perciò la produzione, come si può intuire, è limitata; vengono quindi utilizzate altre varietà di ciliegie a frutto più grosso e meno acide di quelle di Schaerbeek. Una procedura tradizionale prevede l'utilizzo di ciliegie intere in quantità pari a 30 kg per 100 L di lambic, che vengono poste in un fusto riempito poi con lambic di 12-18 mesi. La quantità di ciliegie varia a seconda della birreria tra 20 e 30 kg/100L. Gli zuccheri apportati dalla frutta danno il via ad una seconda fermentazione tumultuosa con produzione di schiuma. La macerazione dura in genere 5-6 mesi, durante i quali avviene l'estrazione dei composti coloranti (antociani), dei tannini (da buccia e nocciolo) e, dal nocciolo, di una minima quantità di amigdalina (glucoside cianogenetico) che idrolizzando dà benzaldeide, responsabile della nota di mandorla avvertibile in alcune kriek. Dopo la macerazione si procede all'imbottigliamento come per la gueuze, cioè miscelando alla kriek una quantità di lambic giovane per la rifermentazione in bottiglia.
La Framboise
Dall'aggiunta di lamponi al lambic in quantità variabile a seconda del produttore tra 20 e 35 kg/100L si ottiene la framboise tradizionale, il cui processo produttivo è lo stesso della kriek. Talvolta, per rendere più intenso il colore di questo prodotto, viene aggiunta una piccola percentuale di kriek al momento dell'imbottigliamento.
Analisi che consentono di distinguere un prodotto tradizionale da uno industriale
Bibliografia
Su materiale cartaceo
Su Internet
Un doveroso ringraziamento a Ton Notermans per la gentile collaborazione. |
© 2002 - 2016 Tutti i diritti sono riservati. I marchi registrati appartengono ai rispettivi proprietari